- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





China Silica Sol Investment Casting Factory
Silica Sol Investment Castingis a form of investment casting. The process is very similar except that the investment mould is made from silica sol zircon sand mixed with refractory
powder. Silica sol zircon sand is exceptionally fine-grained (10-20 Microns) and can be mixed to a slurry with very low viscosity when creating the mould. The result is a
casting method that delivers dimensionally accurate castings with excellent as-cast surface finishes. Crucially, the silica sol zircon mould can withstand temperatures up to
2000°C, making them very useful when casting high temperature alloy steels and stainless steels.
Why useSilica Sol Investment Casting?
Benefits ofsilica sol investment casting:
● Great versatility; suitable for casting most metals.
● Will allow very intricate castings to be produced with thin walls.
● Smooth surface finishes are possible with no parting line so machining and finishing are reduced or eliminated.
● Allows un-machinable parts to be cast accurately instead.
● Excellent dimensional accuracy Silica Sol Process 1.A metal die is made, the impression being the same as required in the final mould.
2.Molten wax is injected into the metal die to create a pattern, allowed to solidify and then removed. Some complex wax patterns are fabricated by joining several separate patterns together using an adhesive.
3.The waxes are then assembled on a wax tree, many parts can be put on the tree depending on size, it is common for components to be in the weight range 0.1kg up to 50kg.
4.The tree is then immersed in silica sol zircon slurry to coat the wax, the slurry is exceptionally fine with low viscosity resulting in an excellent as-cast surface finish. The slurry is coated with a refractory material and the process is repeated several times until a shell is created around the wax pattern.
5.The drying process is critical. The shells must be allowed to dry naturally in a constant temperature to allow the silica sol gels and refractory particles to bond, the result is a strong, high quality shell mould. The trees of wax are put into ovens of about 200 degrees to melt out the wax.
6.When all wax is removed the trees are heated up to over 1000 degrees to complete preparation for casting.
7.The metal is then poured into the hot mould, which allows the alloy to reach the thinnest sections of the mould before it solidifies.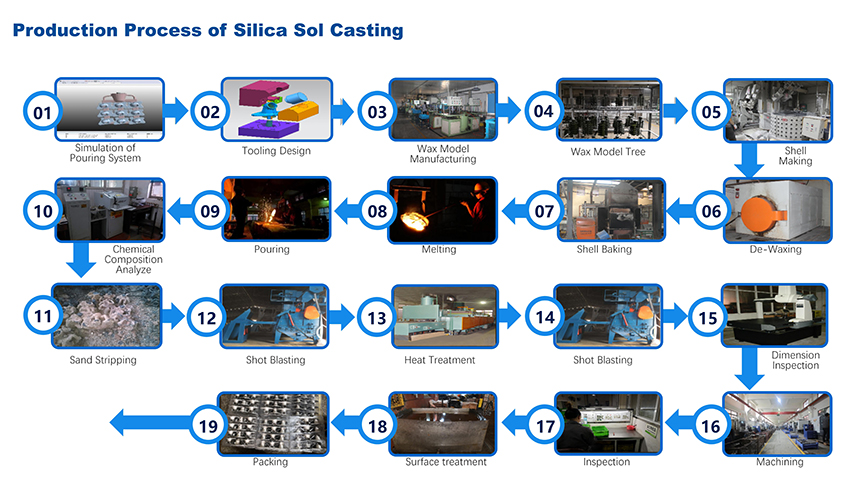
Why useSilica Sol Investment Casting?
Benefits ofsilica sol investment casting:
● Great versatility; suitable for casting most metals.
● Will allow very intricate castings to be produced with thin walls.
● Smooth surface finishes are possible with no parting line so machining and finishing are reduced or eliminated.
● Allows un-machinable parts to be cast accurately instead.
● Excellent dimensional accuracy Silica Sol Process 1.A metal die is made, the impression being the same as required in the final mould.
2.Molten wax is injected into the metal die to create a pattern, allowed to solidify and then removed. Some complex wax patterns are fabricated by joining several separate patterns together using an adhesive.
3.The waxes are then assembled on a wax tree, many parts can be put on the tree depending on size, it is common for components to be in the weight range 0.1kg up to 50kg.
4.The tree is then immersed in silica sol zircon slurry to coat the wax, the slurry is exceptionally fine with low viscosity resulting in an excellent as-cast surface finish. The slurry is coated with a refractory material and the process is repeated several times until a shell is created around the wax pattern.
5.The drying process is critical. The shells must be allowed to dry naturally in a constant temperature to allow the silica sol gels and refractory particles to bond, the result is a strong, high quality shell mould. The trees of wax are put into ovens of about 200 degrees to melt out the wax.
6.When all wax is removed the trees are heated up to over 1000 degrees to complete preparation for casting.
7.The metal is then poured into the hot mould, which allows the alloy to reach the thinnest sections of the mould before it solidifies.
| Process | Silica sol Casting (Green Wax) |
| Mold | General Aluminum Mold & Steel Mold |
| Mold Material | Middle Temperature Wax |
| Mold Shell | Silica sol, Mullite Sand, Zircon Sand |
| Technology Characteristics | Suitable for producing small parts. Better precision. Better surface roughness. Can large extent reduce machining. |
| Tolerance Range | CT5 to CT6 |
| Single Weight | 0.01kgs to 30kgs |
| Surface Roughness | RA6.3 |
| Casting Material Type | Carbon Steel, Alloy Steel, Stainless Steel, Ductile Iron. |
| Common Material Specification | GB, ASTM,SAE,AISI,DIN,BS,JIS,NF,EN,AAR,ISO |
| Product application field | Automobile, Engineering Machinery, Railway, Marine, Agricultural Machinery, Mining and other industrial fields |
| Advantages& disadvantages | Environmental protection, surface roughness is better than RA6.3, but the price is 1.0-2.0 yuan /KG higher than sodium silicate |
- View as
Buy Silica Sol Investment Casting from our factory - Zhiye Mechanical. As one of the China Silica Sol Investment Casting manufacturers and suppliers, we can provide customers with customized service. You can rest assured from our factory wholesale products, our product are latest selling, in stock and lower price than peers, we are happy to provide you with a discount quotation.