- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
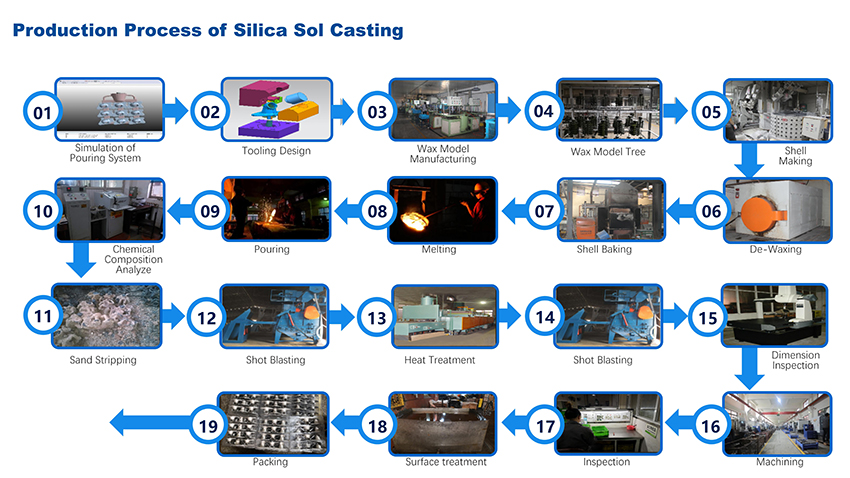
Operation steps of silica sol precision casting
The operation process of silica sol precision casting is introduced as follows:
1. Check whether the equipment and temperature control instruments are in normal operation.
2. Pour the old wax liquid recovered from the dewaxing kettle into the filter tank and filter; then send it to the standing bucket 1 and let it stand for 6-8 hours at a temperature below 90°C.
3. After standing and draining the precipitated water, pour the wax liquid into the water removal bucket.
4. Remove the wax liquid in the bucket, keep it warm at 110-120°C and stir to evaporate the remaining water until there is no foam on the surface of the wax liquid.
5. Filter the wax liquid after removing water through a mesh of <60 mesh, then put it into a static barrel II of <90°C, and keep it warm for more than 12 hours.
6. The residual water and dirt at the bottom of each water removal bucket and standing bucket should be drained regularly.
7. Send the recycled wax liquid processed in the static barrel II to the insulation barrel of the material tube wax pressing machine to be used as the main product tube (runner).
8. According to the performance of the old wax material and the wax consumption situation, new wax is added to the static barrel II from time to time for high-quality railway castings, usually around 3%-5%.
The size of silica sol precision casting is not very large, and the requirements for precision are not very high. However, the aluminum frame tin-bismuth can be used as a mold during use, and the weight of this mold is relatively heavy. The fundamental reason is that it contains bismuth. .
Silica sol precision casting complex mold manufacturing time is shorter, saving production costs to a certain extent. For complex thin-walled castings, in order to effectively improve the breathability of the product casing, vents can be set up where possible.
Silica sol casting processing can reasonably set the pouring system, which can effectively prevent the entrainment of pouring air to a certain extent, which is more conducive to the discharge of air in the mold cavity. The pouring temperature can be appropriately increased during the manufacturing process to minimize the size of the pouring package. The distance between the nozzle and the pouring cup.